
 鞍座式程控系列
鞍座式程控系列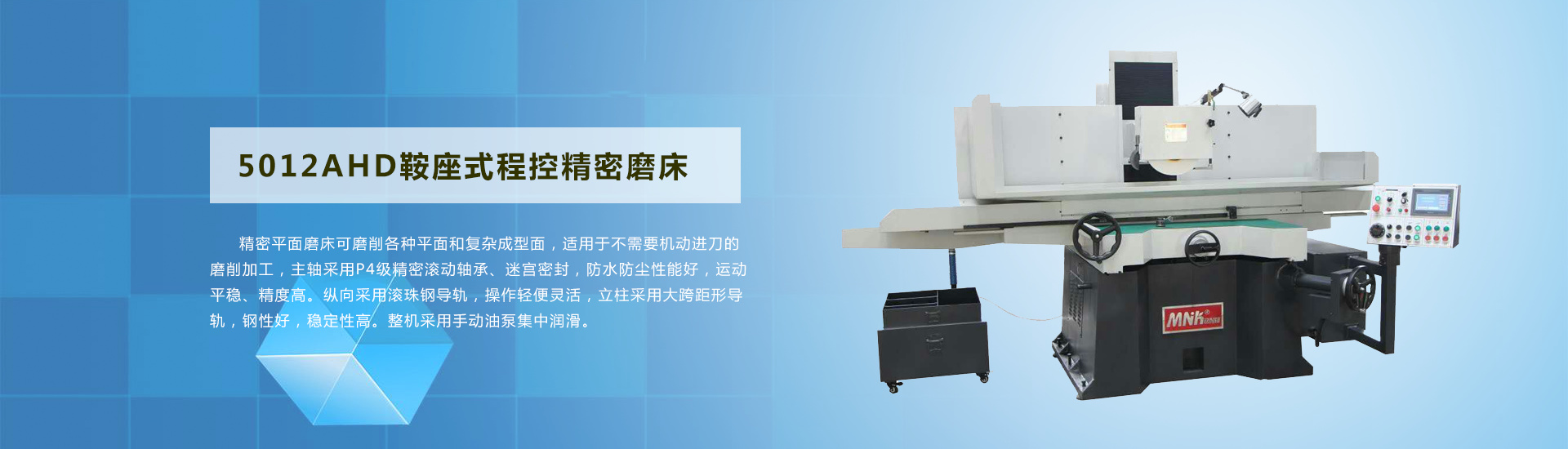

产品展示
Product display
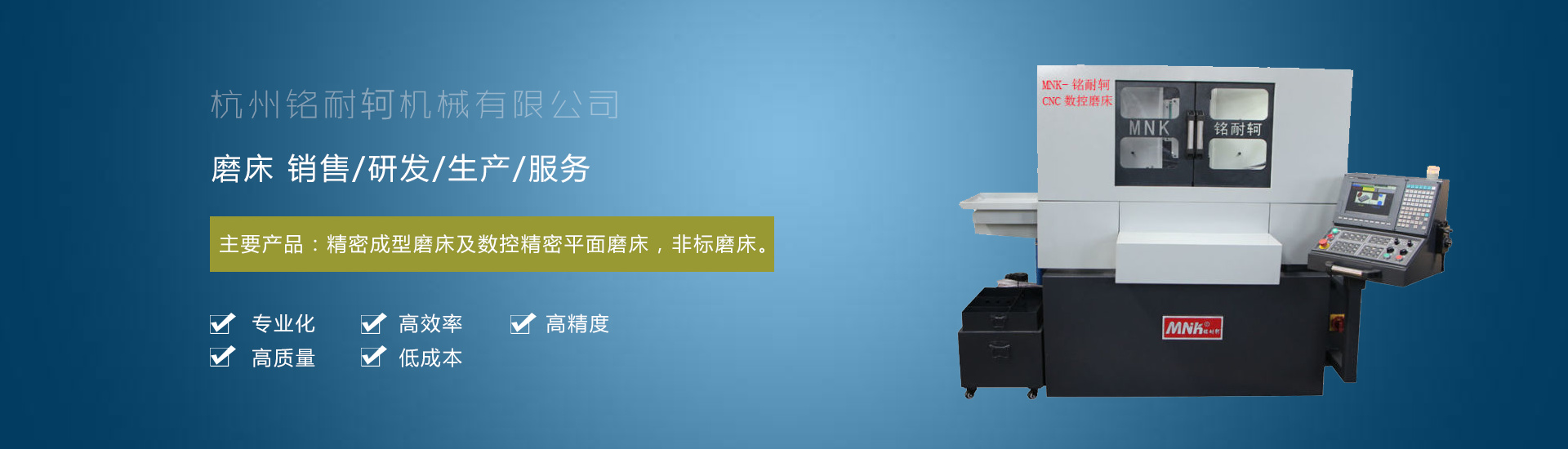
杭州铭耐轲机械有限公司
联系人:黄先生 罗先生
手机:13127978066 13868017951
电话:0571-56169968
地址:杭州市萧山区新街镇同兴村

1. The main structure part is made of gray cast iron HT250 which has good strength, wear resistance and heat resistance and good vibration reduction performance. Internal reasonable layout, enhance the rigidity;
2. The machine is used for plane grinding, using middle master electromagnetic chuck clamping;
3. The grinding head of the machine tool adopts horizontal structure.
4. Left and right (X-axis) adopts C3 large lead ball screw and roller linear guide rail directly connected structure, the servo motor drives the left and right fast and steady reciprocating motion,with 3232 large lead screw transmission speed, high repeated positioning;
5. Front and rear (Y axis) adopts C3 class ball screw and P class roller linear guide rail connected structure, driven by servo motor ball screw through linear guideways to make stable reciprocating motions before and after;
6. The spindle adopts PF120 powerful spindle frequency converter to control the spindle motor running at constant line speed.
7. Adopt the New Generation system or Siemens control system, 10 inch LCD display, and equipped with handheld control unit; The machine adopts diamond pen to automatically dress grinding wheel. Grinding wheel automatic dressing and compensation function to maintain the consistency of grinding size;
8. The upper and lower (Z axis) adopts C3 level ball screw and hard guide rail directly connected structure, driven by servo motor, with high rigidity and repetition accurate positioning and other advantages;
9. The outer cover of the machine tool adopts non-calibration billing door opening structure. A maintenance window is opened on the right side to facilitate the installation of the cylinder and clean the surface of the tooling.An air suction device is made above the outer cover to facilitate the installation of centralized dust pipe device to play a good dustproof effect .
10. Grinding wheel dressing is a system-controlled fixed-point dressing mode, which can improve the dressing speed of new grinding wheel.
A. Main Technical Parameters
|
Parameters |
Unit |
Specifications |
|
Worktable Size |
mm |
250×600 |
|
Max. left and right (longitudinal)movement |
mm |
660 |
|
Max. forward and backward (cross) movement |
mm |
270 |
|
Cross feed rate |
mm/min |
300 |
|
Cross feed resolution |
mm |
0.001 |
|
Max. distance from work surface to spindle center |
mm |
540 |
|
Size of grinding Wheel |
mm |
250mm*25mm*75mm |
|
Rotation speed of grinding wheel |
(RPM/min) |
800—3600 |
|
Min. vertical feed of grinding wheel (resolution) |
mm |
0.001 |
|
Min. before and after feed of grinding wheel |
mm |
0.001 |
|
Longitudinal feed speed of worktable |
(mm/min) |
0.1-24 |
|
Surface roughness of machined specimen |
μm |
Ra0.4 |
|
Spindle radial runout |
mm |
≤0.002 |
|
Spindle end face runout |
mm |
≤0.002 |
|
Up and down (Z-axis) repeated positioning accuracy |
mm |
≤0.002 |
|
Before and after (Y-axis) repeated positioning accuracy |
mm |
≤0.002 |
|
Left and right (X-axis) repeated positioning accuracy |
mm |
≤0.005 |
|
Machine overall size (L*W*H) |
mm |
2800*2000*2200 |
|
Machine Net weight |
KG |
3600 |
|